Brak wyników.
Ustaw filtry w inny sposób..
d1H13
d1H13
d2 h13 Typ niski
d2 h13 Typ niski
d2 h13 Typ wysoki
d2 h13 Typ wysoki
s Typ niski
s Typ niski
s typ wysoki
s typ wysoki
d3H13
d3H13
f Typ niski
f Typ niski
f Typ wysoki
f Typ wysoki
Dla trzpieni gwintowanych
Dla trzpieni gwintowanych
Producent
Producent
Czas realizacji
Cena

Stal, 1.7227 (42 CrMoS 4 V)
hartowana, wytrzymałości na rozciąganie
Rm = 1220 ... 1400 N/mm2
precyzyjnie toczona, szlifowana
Powierzchnia oksydowana na czarno BT
z powłoką GEOMET 500 G0
Wpływ podkładki na jakość połączenia gwintowego często pozostaje niedoceniony. Podkładki GN 6339 umożliwiają tworzenie precyzyjnych połączeń gwintowanych o wysokiej wytrzymałości.
Dzięki zastosowaniu GN 6339 uzyskuje się wyższe wartości sił docisku unikając jednocześnie naprężeń między łbem śruby, a podkładką.
W konsekwencji dla określonych wartości sił docisku istnieje możliwość użycia śrub o mniejszych rozmiarach.
Własności tych podkładek wynikają zarówno z ich specyficznej konstrukcji , jak i jakości wykonania. Specjalna konstrukcja podkładki pozwala uzyskać pełny kontakt między powierzchnią dociskową łba śruby, a podkładką. Utwardzona i szlifowana powierzchnia styku podkładki z łbem śruby zapewnia niższy współczynnik tarcia i zwiększa trwałość podkładki, szczególnie w aplikacjach, gdzie wymagane jest częste zaciskanie i luzowanie.
Podkładki GN 6339 stosuje się wyłącznie ze śrubami klasy 8.8 / 10.9 / 12.9.
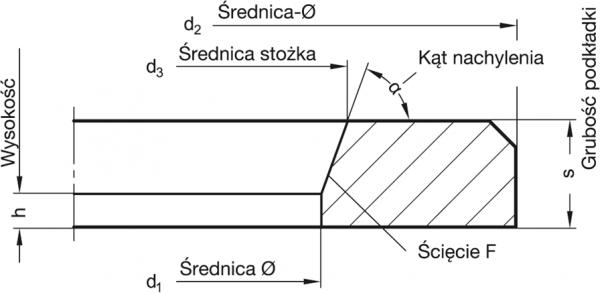
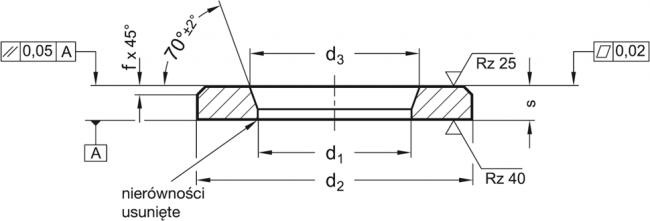
Średnica zewnętrzna d2, dla mniejszych rozmiarów podkładki GN 6339 odpowiada podkładkom DIN 125 / ISO 7089, dla większych rozmiarów podkładkom DIN 7349.
Średnica ta, wraz z kątem nachylenia ? 70o oraz średnicą wewnętrzną d1, stanowi najważniejsze wymiary podkładek precyzyjnych. Rozmiar d3 (nawet w najmniejszym wymiarze zakresu tolerancji) jest większy od najmniejszej średnicy powierzchni dociskowej łba śruby. Gwarantuje to, że krawędź średnicy d3 nie zostanie wciśnięta w promień przejścia, znajdujący się na styku łba śruby z jego gwintowanym trzpieniem.
Średnica d1 powinna być jak najbardziej zbliżona do średnicy gwintu śruby. Zapewnia to wymaganą precyzję centrowania podkładki względem śruby i zapobiega uszkodzeniu samej śruby.
Ten stosunkowo duży kąt jest niezbędny podczas korzystania ze śrub z łbem sześciokątnym, które posiadają zwężenie pod łbem śruby.
Wudłużenie boku F fazowania, począwszy od d3, tworzy przecięcie (krawędź) z d1, która zapewnia najmniejszy możliwy luz promieniowy ze zwężeniem pod łbem śruby.Nawet przy minimalnym kącie fazy ? = 68° oraz najmniejszych wymiarach d1 i d3, ten luz promieniowy jest wystarczający dla wszystkich śrub zgodnych z normą DIN EN.
Jest to wysokość cylindrycznej części średnicy wewnętrznej d1 i powinna być możliwie jak największa w stosunku do skoku gwintu śruby.
Podkładki GN 6339 są wyższe niż podkładki DIN (wyjątek: podkładki DIN 7439, które odpowiadają gabarytami większym rozmiarom podkładek GN 6339).Większa grubość sprawia, że podkładka jest mocniejsza ale też pozwala na uzyskanie wymaganego ścięcia F i wysokości h, które zapobiegają uszkodzeniu gwintu śruby podczas jej dokręcania.
Ustaw filtry w inny sposób..