
Zdjęcia poglądowe, mogą różnic się od stanu rzeczywistego.
Zdjęcia poglądowe, mogą różnic się od stanu rzeczywistego.
Założeniem skompletowania zestawu było ułatwienie doboru podzespołów elektronicznych przy tworzeniu sterowania dla maszyn hobbystycznych jak i przemysłowych. Dzięki tym elementom każdy, kto posiada odrobinę wiedzy elektrotechnicznej jest w stanie zbudować profesjonalny układ sterowania numerycznego. Elementy zostały zaprojektowane tak, aby montaż sterowania odbywał się jak z ”klocków lego”. Wystarczy dokonać połączeń, które zostały ograniczone do niezbędnego minimum.

W zestawie taniej !!!
Prezentowany zestaw jest odpowiedzią na duże zainteresowanie naszych klientów komponentami do budowy sterowania swojej pierwszej maszyny CNC. Za-łożeniem skompletowania zestawu było ułatwienie doboru podzespołów elektronicznych przy tworzeniu sterowania dla maszyn hobbystycznych jak i przemysłowych. Bazując na naszym długoletnim doświadczeniu, proponujemy Tobie najbardziej niezawodne komponenty, które od wielu lat cieszą się niesłabnącą popularnością. Dzięki tym elementom każdy, kto posiada odrobinę wiedzy elektrotechnicznej jest w stanie zbudować profesjonalny układ sterowania numerycznego. Elementy zostały zaprojektowane tak, aby montaż sterowania odbywał się jak z ”klocków lego”. Wystarczy dokonać połączeń, które zostały ograniczone do niezbędnego minimum.
Prosimy o zapoznanie się z poniższym opisem zaproponowanego zestawu. W razie pytań lub uwag można śmiało do nas zadzwonić lub napisać. Nasi specjaliści są do Twojej dyspozycji.
Zestawienie elementów:
Zestaw umożliwia zbudowanie sterowania maszyny CNC. Między innymi mogą to być plotery, frezarki, czy wypalarki laserowe. Zależnie od zastosowanych silników, na maszynie będziemy mogli obrabiać aluminium, tworzywa sztuczne oraz drewno.
Dlaczego warto zakupić zestaw elektroniki małego plotera?
Wybrana płyta główna jak i układ zasilania umożliwiają podłączenie do 4 sterowników SSK-B03 bis. Dzięki temu, w przyszłości będziesz mógł rozbudować sterowanie np. o czwartą oś - obrotową, lub wykorzystać funkcję osi podrzędnej, która umożliwi np. równoczesne napędzanie bramy budowanego urządzenia dwoma silnikami.
Do zestawu powinieneś dobrać silniki krokowe. W naszej ofercie znajduje się szeroki przekrój silników krokowych - od tych najmniejszych Nema17 wykorzystywanych przy budowie drukarek 3d, po silniki Nema43 o momencie trzymają-cym do 50Nm – wykorzystywanych w największych frezarkach czy zrobotyzowanych ramionach. Wybór silników będzie podyktowany potrzebą budowane-go układu sterowania, zależnie od zapotrzebowania na moc i prędkość silników. Poniżej przedstawiamy listę silników, która na potrzeby prezentowanego zestawu ogranicza się tylko do silników dopasowanych prądowo do zaproponowanych sterowników:
Przypominam o promocji na silniki krokowe przy zakupie ich razem z omawianym zestawem elementów do sterowania. Rabat zostanie przyznany automatycznie po dodaniu elementów do koszyka.
Zastosowane w układzie stopnie końcowe mocy SSK-B03 bis charakteryzują się wysoką kulturą pracą oraz dokładnością. Możliwość obniżenia prądu po-stojowego cewki silnika do 50 % wartości sprawia, że silniki nie grzeją się, co przekłada się na żywotność całego układu (w użyciu są nasze sterowniki i silniki, które pracują razem bezawaryjnie od 10 lat!).
Sterownik SSK-B03 bis jest ekonomicznym, bezawaryjnym, wysokowydajnym sterownikiem mikrokrokowym. Jest on dostosowany do sterowania 2-fazowymi i 4-fazowymi silnikami krokowymi. Używając zaawansowanych technik sterowania, pozwala uzyskać większą prędkość i moc z tego samego silnika porównując z tradycyjnymi technikami sterowania. Jego zaawansowana technika sterowania pozwala na poprawne kontrolowanie prądu cewki przy zachowaniu małych tętnień, co z kolei skutkuje zmniejszeniem się grzania silników i poprawia kulturę pracy. Wszystko to przekłada się na wysoką jakość obróbki. Dzięki temu będziesz w stanie wykonać detal z większą dokładnością w krótszym czasie.
Sterownik ten może być stosowany w wielu różnych maszynach, takich jak: moduły pozycjonowania X-Y, etykieciarki, cięcie laserem, plotery tnące, wypalarki plazmowe, tokarki, maszyny grawerujące czy urządzenia typu podnieś - prze-nieś.
Szczególnie użyteczny jest w aplikacjach, gdzie wymagane są wysokie prędkości i precyzja (układy pozycjonowania) przy zachowaniu wysokiej kultury pracy (cicha i równomierna praca). Szeroki zakres napięć zasilających 20-50 VDC, czyni go uniwersalnym w zastosowaniu i umożliwia adaptację w różny gotowych systemach sterowania.
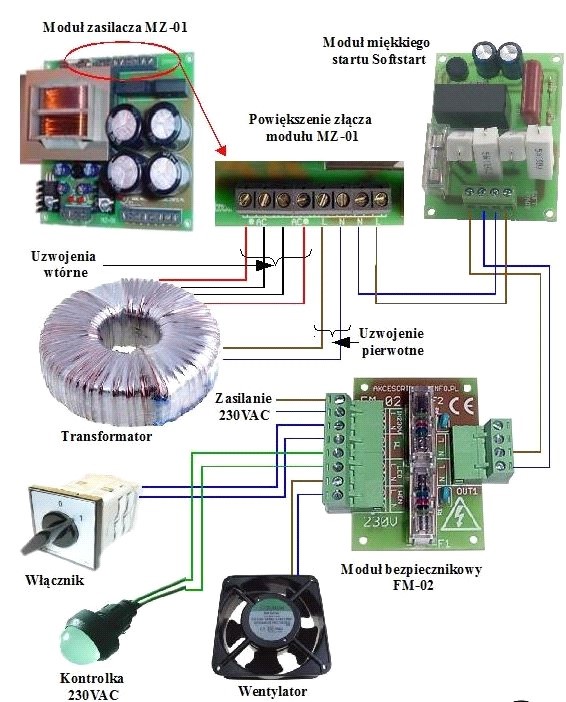
Silniki i ich sterowniki wymagają zasilnia. W omawianym zestawie zastosowano układ zasilacza liniowego, który składa się z transformatora toroidalne-go TR420 o znamionowej mocy 420 Watt i napięciu wyjściowym 30VAC oraz modułu zasilającego MZ-01. Z naszego doświadczenia wynika, iż jest to najlepsze rozwiązanie układu zasilania dla silników krokowych. Tylko teraz przy zakupie zestawu w prezencie otrzymasz moduł miękkiego startu Soft-Start , który jest niezbędny do pracy transformatora o takiej mocy.
Układ SoftStart’u, czyli moduł miękkiego startu ogranicza wartość impulsu prądowego, który powstaje w uzwojeniach transformatora podczas włączania go do sieci. W praktyce zjawisko to ma znaczenie, gdy moc transformatora jest większa od 200W. Przy włączeniu do sieci układu z transformatorem do które-go podłączony został mostek prostowniczy wraz z kondensatorami o dużej pojemności, prąd rozruchowy pobierany przez układ ma dużo większe wartości od prądów znamionowych ( zależnie od mocy, może to być nawet 10x większa wartość). Duże wartości prądów rozruchowych powodują wyzwolenie zabez-pieczenia, które to odłączą nam zasilanie całego układu. Jest to szczególnie uciążliwe w przypadku, gdy pod jedną listwę zasilającą mamy podłączony kom-puter i sterownik maszyny. Przy zadziałaniu bezpiecznika wyłączy się nam komputer powodując utratę nie zapisanych danych. Stosując moduł SoftStartu eli-minujemy taką sytuację i bez obaw możemy pracować na komputerze i sterowniku maszyny, gdy te zasilane są np. z jednej listwy zasilającej (wspólny bez-piecznik).
Moduł zasilający MZ-01 służy do zasilania urządzeń elektronicznych wymagających niestabilizowanego napięcia o dużej mocy. Posiada dwa tory zasilania: nie-stabilizowany dla zasilania sterowników silników krokowych oraz oddzielny stabilizowany tor dla zasilania logiki – do dyspozycji mamy dwa napięcia: 5 i 12VDC, o sumarycznej wydajności prądowej 1A, który posłuży nam do zasilenia obwodów płyty głównej SSK-MB2. Moduł sygnalizuje obecności każdego z na-pięć diodami LED.
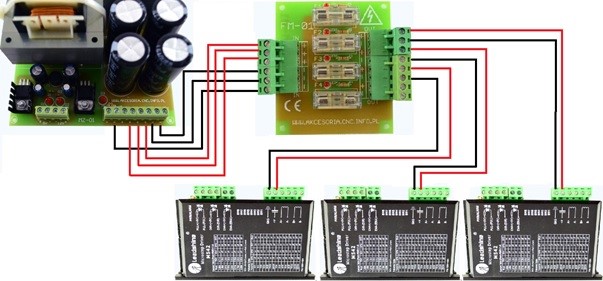
Kolejnymi elementami zestawu są dwa moduły bezpiecznikowe FM-01 i FM-02. Moduł FM-01 ułatwia nam podłączenie sterowników silników krokowych z po-szczególnych osi naszej maszyny do układu zasilania omówionego wyżej. Posiada on wbudowane bezpieczniki topikowe w celu zabezpieczenia poszczególnych stopni końcowych oraz samych silników w przypadku zwarcia. Wyobraźmy sobie sytuację, że silnik jest podłączony do sterownika przewodem ułożonym w prowadniku; otuliny poszczególnych żyły tego przewodu mogą ulec załamaniu, czy przetarciu, prowadząc do zwarcia, co może uszkodzić sterownik. W takim przypadku moduł FM-01 ograniczy nam skutki takiej awarii jedynie do przepalenia bezpiecznika. W przeciwnym przypadku uszkodzeniu może ulec również sterownik. Występowanie napięcia w poszczególnych osiach sygnalizowane jest diodą LED, co ułatwia ocenę sytuacji w razie awarii.
Moduł FM-02 ma identyczne przeznaczenie, czyli rozdział i zabezpieczenie zasilania, z tym, że jest montowany na wejściu. Montujemy go od strony zasilania sterownika maszyny. Może być również stosowany w dowolnym urządzeniu do podłączenia włącznika, sygnalizacji zasilania, wentylatora, czy też dodatkowego odbiornika poprzez niezależny bezpiecznik. Oba kanały modułu FM-02 chronią dwa zabezpieczenia- prądowe i przepięciowe.
Oba moduły eliminują dodatkowe złączki i plątaninę przewodów, poprawiając przejrzystość układu. Jest to szczególne przydatne szczególnie w przypadku awarii urządzenia. Kompaktowe rozwiązanie zapewnia równocześnie estetyczny wygląd urządzenia.
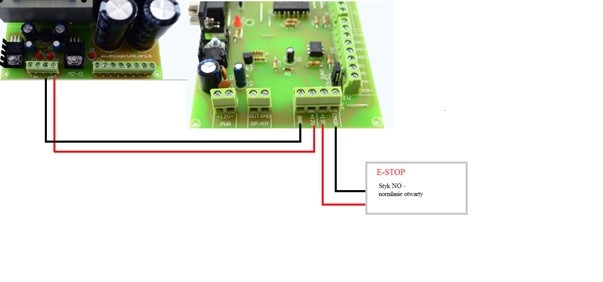
Ostatnim elementem zestawu jest płyta główna SSK-MB2, która zaprojektowana została w celu ułatwienia podłączenia do 4 sterowników silników krokowych (lub serwonapędów) do komputera PC wyposażonego w port równoległy LPT. Rozdziela ona poszczególne sygnały z pinów portu na złącza śrubowe ARK, co znacząco ułatwi i skróci Tobie czas montażu sterowania. Dzięki wbudowaniu obwodu optoizolacji istnieje możliwość łatwego dopasowania napięć przy podłączeniu peryferii typu: łączniki krańcowe, przycisk awaryjnego zatrzymania czy przyciski sterowania maszyną, typu "START", "STOP", itp.. Do dyspozycji mamy 5 wejść. Płyta posiada wbudowane dwa przekaźniki o wysokim prą-dzie łączenia. Przekaźniki te możesz wykorzystać do załączania różnych urządzeń podczas pracy maszyny, np. możesz uruchomić wrzeciono podając sygnał na falownik; możesz też uruchomić pompę podającą chłodziwo, czy uruchomić odciąg wiórów, itd.. Są to najbardziej powszechne zastosowania, jednak tak na-prawdę masz nieograniczone możliwości. Jeżeli urządzenie, które zechcesz uruchomić ma większą moc powinieneś użyć stycznika pośredniczącego, w celu zwiększenia mocy łączeniowej. Ponieważ przekaźnik powinien służyć jedynie do pośredniczenia w załączaniu obwodu, a nie przenoszenia prądów roboczych.
Warto jeszcze wspomnieć o możliwości zwiększenia liczby przekaźników. Będzie to możliwe w przypadku, gdy nie wykorzystujemy w maszynie wszystkich 4 osi. Wówczas dokładając płytkę przekaźnikową PPK-01 możemy rozbudować układ o dodatkowe 4 przekaźniki. Będziemy wówczas potrzebowali 4 wyjść z płyty głównej. Szczegóły w instrukcji do płyty głównej oraz płytki przekaźnikowej PPK-01. Szczegółowa informacja na temat konfiguracji płyty głównej znaj-duje się w jej instrukcji obsługi.
Istnieje możliwość rozbudowania sterowania o większą liczbę wejść oraz wyjść. W takim przypadku prosimy o kontakt, wówczas pomożemy dobrać odpowiednie komponenty.
UWAGA!!! Przed przystąpieniem do montażu zestawu, a później przy pierwszym uruchomieniu urządzenia, należy pamiętać iż każda maszyna jest potencjalnie niebezpieczna. W układzie występuje niebezpieczne dla zdrowia i życia napięcie 230VAC! Obrabiarki sterowane numerycznie mogą stwarzać większe zagrożenie od manualnych. Samoczynnie poruszające się elementy systemu narażają operatora na niebezpieczeństwo. Unikaj z nimi kontaktu oraz zachowaj bezpieczny odstęp kiedy podane jest napięcie zasilania. To integrator systemu odpowiedzialny jest za finalną aplikację. Powinien On zadbać o to, aby maszyna była zrealizowana zgodnie z obowiązującymi normami i przepisami prawa. Mo-duły przeznaczone do zabudowy mogą być stosowane i obsługiwane tylko wte-dy, gdy zostaną umieszczone w odpowiedniej osłonie. W miejscach, w których wystąpienie błędu w systemie automatyki może być przyczyną okaleczenia osób, uszkodzenia urządzeń lub spowodowania wysokich strat finansowych muszą być zastosowane dodatkowe środki ostrożności. Zagwarantują one bezpieczne działanie obrabiarki w przypadku wystąpienia uszkodzenia lub zakłócenia (np. niezależne wyłączniki krańcowe, blokady mechaniczne itd.). Producent oraz dystrybutorzy nie ponoszą odpowiedzialności za straty finansowe oraz doznane obrażenia wynikające z niewłaściwego i niezgodnego z przeznaczeniem eksploatowaniem urządzenia.
Zależnie od wyniku oceny ryzyka dla całego urządzenia, może okazać się konieczne zastosowanie dodatkowych środków bezpieczeństwa, ja-kie należy uwzględnić w układzie.
Ze względu na występowanie w układzie napięć niebezpiecznych, wszystkie łączenia oraz jakiekolwiek zmiany w układzie należy wykonywać przy wyłączonym napięciu zasilania!!! Bezpieczeństwo przede wszystkim. Jeżeli nie czujesz się na siłach wszelkie prace łączeniowe należy zlecić osobie z odpowiednimi uprawnieniami i umiejętnościami.
Przystępując do prac połączeniowych należy zapoznać się szczegółowo z instrukcją zestawu jak i z instrukcjami poszczególnych podzespołów układu! Przy montażu należy postępować zgodnie ze sztuką. Przypominamy o kilku podstawowych zasadach:
a) Przykładowe podłączenie zasilania układu
b) Przykładowe podłączenie zasilania Sterowników SSK-B03 przy wykorzystaniu modułu FM-01
c) zasilanie części logicznej Płyty SSK-MB2
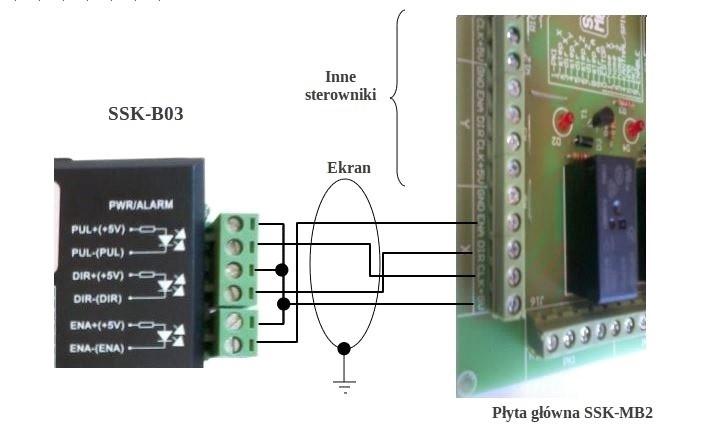
d) Podłączenie sygnałów sterujących z płyty SSK-MB2 do sterowników silników krokowych SSK-B03
e) Podłączenie silników krokowych do sterowników
Sterownik SSK-B03bis może sterować krokowymi silnikami hybrydowymi z 4, 6 lub 8 wyprowadzeniami. Poniższy diagram pokazuje podłączenia do silników w różnej konfiguracji.
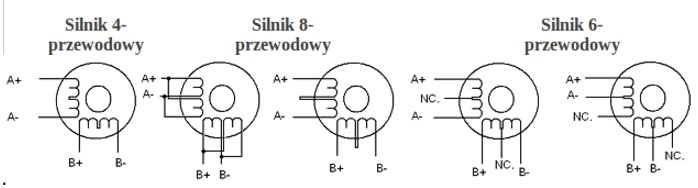
A+ - początek pierwszego uzwojenie silnika
A- - koniec pierwszego uzwojenie silnika
B+ - początek drugiego uzwojenie silnika
B- - koniec drugiego uzwojenie silnika
NC – (No Connected) - należy zaizolować końce przewodów – NIE PODŁĄCZA-MY
Silniki 4-przewodowe są najmniej elastyczne, ale najprostsze w podłączeniu. Prędkość i moment będą zależały od impedancji zwojów. Przy ustawianiu prądu wyjściowego sterownika należy pomnożyć prąd unipolarny przez 1.4 , aby wy-znaczyć szczytowy prąd wyjściowy sterownika.
Silniki 6-przewodowe możemy podłączyć w dwóch konfiguracjach: tzw. pełnej lub pół cewki.
Konfiguracja pół cewki zwane inaczej wyższej prędkości jest tak nazwana ponieważ używa połowę zwojów silnika. Pozwala to na zmniejszenie impedancji uzwojeń, przez co prąd w uzwojeniach może narastać szybciej, dzięki czemu silnik może pracować z większymi prędkościami i przyśpieszeniami. Większa prędkość wymaga dostarczenia większego prądu. Przy ustawianiu prądu wyjściowego sterownika należy pomnożyć prąd fazowy (lub unipolarny) przez 1.4 , aby wyznaczyć szczytowy prąd wyjściowy.
Konfiguracja pełnej cewki używa całej impedancji zwojów faz. Aplikacja ta po-winna być używana tam gdzie wymagany jest wyższy moment przy niskich prędkościach. Ponieważ używamy wszystkich uzwojeń, aby uzyskać znamionowy moment wystarczy prąd o mniejszej wartości. Przy wyższej wartości prądu może dojść do uszkodzenia silnika. Ponieważ pracują jednocześnie dwie pół cewki, może dojść do nadmiernego wzrostu temperatury silnika. Aby tego uniknąć, powinniśmy ustawić na sterowniku jedynie 70% prądu znamionowego silnika; dlatego w celu wyznaczenia prądu silnika RMS prąd fazowy silnika (unipolarny) mnożymy przez 0.7. Aby wyznaczyć wartość PEAK dla sterowników mikrokrokowych otrzymaną wartość mnożymy przez 1.4.
Silniki 8-przewodowe oferują największą elastyczność projektantowi systemu, ponieważ mogą być połączone szeregowo lub równolegle, pozwalając na zastosowanie w wielu aplikacjach.
Połączenie szeregowe jest zazwyczaj stosowane tam, gdzie wymagany jest wy-soki moment i niska prędkość. Ponieważ przy tej konfiguracji indukcyjność jest najwyższa, wydajność spada przy większych prędkościach. Dlatego w celu wy-znaczenia prądu silnika (RMS), prąd fazowy silnika (unipolarny) mnożymy przez 0.7. Aby wyznaczyć wartość PEAK dla sterowników mikrokrokowych otrzymaną wartość mnożymy przez 1.4.
Równoległe połączenie uzwojeń silnika oferuje bardziej stabilny moment przy wyższych prędkościach. Ten sposób połączenia uzwojeń pozwala na zmniejszenie impedancji uzwojeń, przez co prąd w uzwojeniach może narastać szybciej, dzięki czemu silnik może pracować z większymi prędkościami i przyśpieszeniami. Większa prędkość wymaga dostarczenia większego prądu. Aby określić prąd uzwojeń silnika w takiej konfiguracji (RMS), należy pomnożyć prąd fazowy silni-ka ( unipolarny) przez 1.4. Aby wyznaczyć szczytowy prąd wyjściowy sterownika (PEAK) wynik należy pomnożyć przez 1.4. Lub od razu prąd fazowy (unipolarny) mnożymy przez 1.96, aby wyznaczyć prąd szczytowy ( PEAK) dla sterownia mikrokrokowego.
Po wybraniu konfiguracji z jaką ma pracować silnik zbędne (niepodłączone) przewody należy solidnie odizolować od pozostałych. Możemy teraz przystąpić do podłączenia kabli do stopnia mocy. Przy tej operacji należy wykazać się szczególną starannością. Złe połączenia mogą skutkować niepoprawną pracą silników, zakłóceniami lub w gorszym przypadku wystąpieniem zwarcia i uszkodzenia. W celu zmniejszenia zakłóceń motory z szafą należy łączyć kablami ekranowanymi, które to należy odpowiednio uziemić.
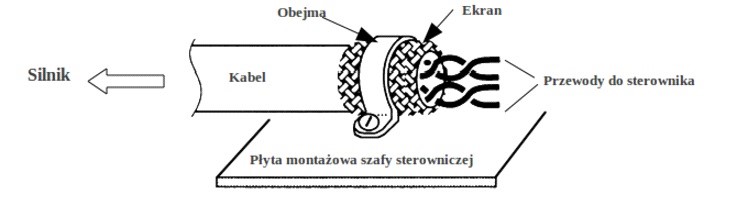
Przykład uziemienia oplotu przewodu przy pomocy specjalnej obejmy uziemiającej.
Przed pierwszy uruchomieniem sterownika sugerujemy ponownie sprawdzić wykonane podłączenia sterowników, silników, krańcówek, przekaźników, itd.. Sprawdzenie powinno być przeprowadzone pod kątem poprawności jak i jakości wykonanych połączeń. Niestaranne przygotowanie okablowania może spowodować uszkodzenie sterowania lub jego niestabilną pracę. Raz jeszcze sprawdzamy ustawienia prądów na poszczególnych sterownikach silników krokowych. Podłączamy komputer, uruchamiamy program i włączamy sterownik.
Aby nasz układ mógł prawdziwie 'ożyć' potrzebujemy nadać mu 'rozum'. W tym wypadku jest to program Mach3, czyli jeden z najpopularniejszych programów sterujących maszynami CNC w naszym kraju, zarówno dla rozwiązań komercyjnych jak i hobbystycznych. Steruje on pracą silników krokowych, lub serwonapędów wysyłając sygnały kroku i kierunku (Step/Dir). Program ten świetnie współpracuje ze wszystkimi sterownikami dostępnymi w naszej ofercie. Przy pomocy programu Mach3 możemy przekształcić komputer w sterownik maszyn CNC. Umożliwia on m. innymi realizację sterowania następujących maszyn: plo-tery, frezarki, grawerki, tokarki, wypalarki plazmowe, czy wycinarki styropianu. Dzięki możliwości emulacji sterownika PLC, komunikacji ModBus przy pomocy tego programu, komputer PC możemy przekształcić w sterownik praktycznie dowolnej maszyny. Ponnad to nasi klienci z powodzeniem zrealizowali sterowa-nie giętarki do rur, automatu spawalniczego, czy urządzenia do malowania proszkowego.
Przy wykorzystaniu programu Mach3 możesz sterować dowolnym urządzeniem, które ma maksymalnie 6 osi plus wrzeciono. Program Mach3 steruje ich pracą na podstawie tzw. G-kodów, które możesz przygotować z plików wektorowych na przykład przy pomocy programu LazyCam, czy MeshCam. Program Mach3 może sterować dowolnym zestawem sterownika i silnika krokowego. Może też być zastosowane dowolne rozwiązanie mechaniczne przeniesienia napędu ( śruby, listwy, czy paski zębate). W tym programie masz możliwość definiowania parametrów pracy każdej osi z osobna. Masz również podgląd na ścieżkę narzędzia oraz na bieżąco możesz kontrolować parametry obróbki, ta-kie jak prędkość posuwu, czy prędkość obrotowa wrzeciona. Program dostępny jest w wersji demonstracyjnej, której wykorzystanie pozwoli Ci na zapoznanie się z możliwościami programu, co powinno ułatwić podjęcie decyzji zakupu licencji. Wersja demo jest w pełni funkcjonalna, została ona jedynie ograniczona do 500 linii G-kodu. Po zakupie licencji ograniczenie programu wynosi 10.000.000 linii G-kodu. Na stronie EBMIA.PL dostępne są do pobrania pliki, które ułatwią Ci przeprowadzenie konfiguracji programu do współpracy z prezentowanym zestawem. Plik ten zawiera ustawienia wstępnie skonfigurowanego sterowania. Zostało Ci jedynie określić pod jakie wejścia i wyjścia zo-stały podłączone peryferia oraz określenie jakiego rodzaju zostało zastosowane przeniesienie napędu w budowanej maszynie.
Omawiane programy: Mach3, LazyCam oraz MeshCam dostępne są w ofercie naszego sklepu. Programy należy przetestować, a następnie przemyśleć zakup, ponieważ nie ma możliwości zwrotu zakupionej licencji.
Przy projektowaniu i budowie szafy należy pamiętać o obudowie rozdzielnicy oraz układzie chłodzenia, których dobór powinien być podyktowany warunkami otoczenia pracy urządzenia sterującego. W tym celu możesz wykorzystać taką obudowę. Przydatne mogą być również te przyciski oraz wyłącznik krzywkowy.
Przy samodzielnej budowie sterowania maszyny cnc, przydatny może być Tobie artykuł opisujący budowę pulpitu sterującego.
Niniejsza instrukcja została przygotowana jako propozycja samodzielnego wy-korzystania elementów oraz produktów dostępnych w stałej sprzedaży w naszym sklepie. Cały układ można dowolnie zmieniać, konfigurować tak, aby spełniał konkretne wymagania oraz oczekiwania.
Oferujemy również możliwość wykonania na zamówienie szafy sterowniczej o dowolnych parametrach, lub zakupu gotowego Uniwersalnego Sterownika Numerycznego najbardziej dopasowanego do Twoich wymagań. Wszelkie in-formacje dostępne są na naszej stronie internetowej. W razie pytań zapraszamy do kontaktu. Zapraszamy również do osobistego odwiedzenia siedziby naszej firmy mieszczącej się w Augustowie przy ul. I-ego Pułku Ułanów Krechowieckich 18. Pracujemy od Poniedziałku do Piątku w godzinach 8:00 – 17:00.
Życzymy udanej pracy oraz zabawy przy samodzielnym tworzeniu układów sterowania. Zespół Akcesoria CNC.













