
Zdjęcia poglądowe, mogą różnic się od stanu rzeczywistego.
Zdjęcia poglądowe, mogą różnic się od stanu rzeczywistego.
Opis wyprowadzeń i schemat podłączenia:Sposób podłączenia Przetwornika:Na płycie głównej SSK-MB znajduje się złącze AUX do pinów którego podłączamy wejście przetwornika w następujący sposób: -pin 4 GND z masą GND w przetworniku -pin 1 (14 LPT) z wejściem IN w przetworniku Wyjście przetwornika OUT wraz z masą GND podłączamy do odpowiedniego wejścia napięciowego w...

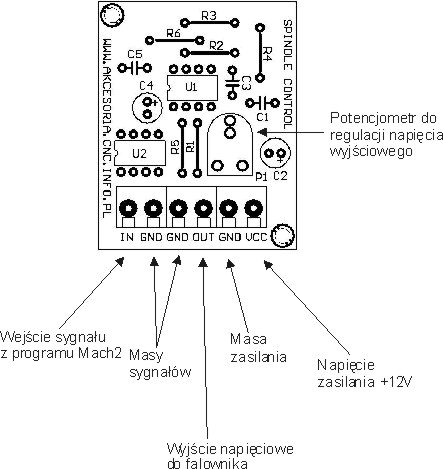
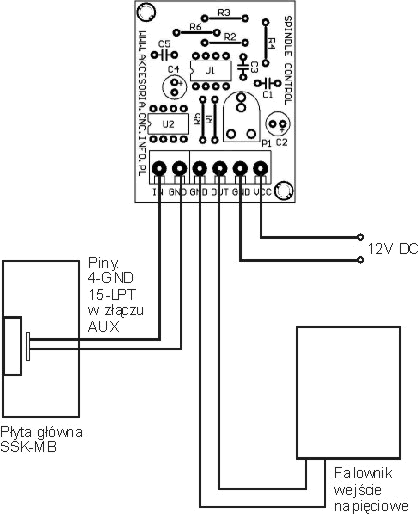
Na płycie głównej SSK-MB znajduje się złącze AUX do pinów którego podłączamy wejście przetwornika w następujący sposób:
Wyjście przetwornika OUT wraz z masą GND podłączamy do odpowiedniego wejścia napięciowego w falowniku (przed podłączeniem należy przeczytać instrukcję falownika).
Przetwornik był testowany w temperaturze pokojowej tj. 20°C i wilgotności względnej 50-60%.
Do zasilania przetwornika należy stosować zasilacz stabilizowany 12V, ponieważ zmiany napięcia zasilającego mogą powodować zmiany napięcia wyjściowego.
Potencjometr umieszczony na płytce przetwornika służy do zgrubnej regulacji napięcia wyjściowego- w niektórych przypadkach dzięki temu potencjometrowi można dokładnie ustawić dane napięcie wyjściowe.
Wydajność prądowa przetwornika nie jest większa niż 20mA, dlatego też przewody wyjściowe z płytko do falownika powinne być możliwie najkrótsze by nie "dławić" napięcia wyjściowego.
Aby móc sterować obrotami wrzeciona należy odpowiednio skonfigurować program. Poniżej przedstawiona jest krok po kroku instrukcja jak to zrobić:
Najpierw na pasku w zakładce konfiguracja (config) wybieramy opcje Logika(logic) i odznaczamy w lewym dolnym rogu okienko użyj informacji z wrzeciona do kontroli napędu(trzeci kwadracik od dołu), klikamy ok. Następnie w zakładce Porty i piny(ports and pins), w zakładce Port setup and axis selection zaznaczamy opcję włącz oś wrzeciona (spindle axis Enabled), opcja kontrola pwm ( pwm control) pozostaje nie zaznaczona (po każdej zmianie klikamy ZASTOSUJ):

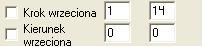
Następnie przechodzimy do zakładki Piny wyjściowe (output pins) i w dolnym lewym rogu mamy opcje krok wrzeciona (spindle step) gdzie w pierwszym okienku wpisujemy nr. portu czyli 1 a w okienku obok wpisujemy numer portu - w naszym przypadku jest to port numer 15 i klikamy zastosuj , zamykamy okno:
Teraz na pasku w menu zakładce konfiguracja (config) wybieramy opcje Dostrajanie silników (motor tuning) klikamy w prawym górnym rogu na przycisk Wrzeciono (spindle) w tym oknie dobieramy prędkości i zrazem częstotliwość wejściową w naszym przetworniku, w okienku Kroków na (steps per unit) z lewej strony wpisujemy wartość 100, klikamy przycisk Zapisz ustawienia osi (save axis tuning) i suwakiem Przyśpieszenie (Accel) jedziemy skraje w prawą stronę by na wykresie uzyskać linię prostą, suwak Prędkość (velocity) ustawiamy na 1/3 wysokości, klikamy ok i opuszczamy okno. Wyglądać powinno to mniej więcej tak:

Ostatnim krokiem jest włączenie falownika (po uprzednim jego skonfigurowaniu i podłączeniu modułu przetwornika) i wypróbowanie modułu sterowania wrzecionem w Mach2. Do sterowania wrzecionem służą przyciski umieszczone w lewym dolnym rogu programu (okno główne- start programu):

Parametr S to liczba obrotów wrzeciona, parametr przyr. określa stałą zwiększania/zmniejszania liczby obrotów, a przycisk wrzeciono włącza sterowanie( należy pamiętać by S było większe od zera bo nie włączymy regulacji).
Jeżeli wszystko zostało poprawnie podłączone i ustawione to po wpisaniu do S liczby i regulowaniu jej przyciskami S- i S+ przy włączonym przycisku wrzeciono, powinna być zauważalna regulacja obrotów wrzeciona z programu. Aby prędkość S zgadzała się z faktyczną prędkością silnika trzeba odpowiednio (doświadczalnie) ustawić prędkość w zakładce dostrajanie silników, można też podregulować prędkość potencjometrem na falowniku, czy też potencjometrem na przetworniku.


")



