Specyfikacja
Wykonania
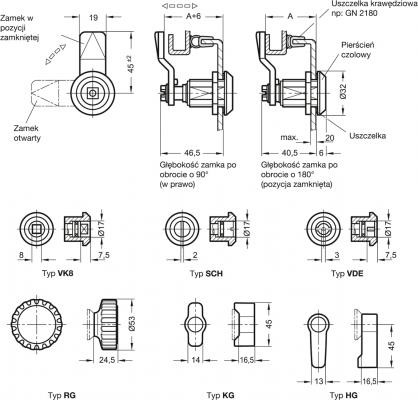
- Typ VK8: wkładka pod klucz o profilu kwadratowym A/F8
- Typ SCH: wkładka z nacięciem pod wkrętak płaski
- Typ VDE: wkładka pod klucz o profilu dwuskrzydłowym
- Typ RG: z pokrętłem radełkowanym GN 7336
- Typ KG: z pokrętłem motylkowym
Stal nierdzewna
- Mechanizm zamykający AISI 316
Wszystkie elementy obługowe w wykonaniach (RG/KG/HG)
- Technopolimer na bazie poliamidu (PA)
- Kolor czarny, wykończony na mat
- Zaślepka, kolor jasno-szary
Stopień ochrony: IP 65
Informacje
Obracając nierdzewny zamek z funkcją domykania GN 516.5 o 90°, rygiel zachodzi na ramę drzwi zabezpieczając je przed otwarciem. Obrót zamka o kolejne 90° powoduje osiowy przesuw rygla o 6 mm i dociśnięcie drzwi do ramy.
Zamknięcie takie jest trwałe i odporne na wibracje, rekomendowane do drzwi wyposażonych w uszczelki.
9 rygli z różnymi wkładkami oraz rozstawem rygla, pokrywają zakres wymiarowy między 19 a 41 mm. Jeśli zmierzona pozycja zamknięta mieści się między dwoma rozstawami rygla "A", należy wybrać wartość mniejszą.
Zamki z funkcją domykania, ze stali nierdzewnej GN 516.5 dostarczane są z niezamontowanymi ryglami.
Dane techniczne
AkcesoriaInformacje techniczne oraz dotyczące montażu
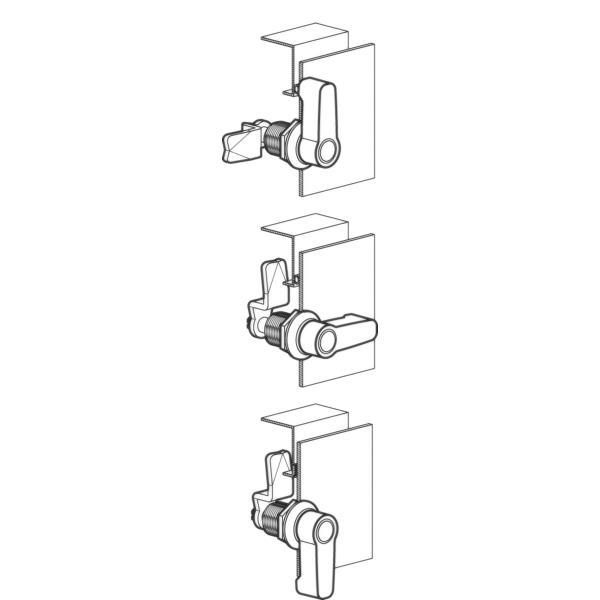
1. Zamek w pozycji wyjściowej
2. Obracając zamek o 90°, rygiel zachodzi na ramę drzwiczek zabezpieczając je przed otwarciem.
3. Obrót zamka o kolejne 90° powoduje osiowy przesuw rygla o 6mm i dociśnięcie drzwi do ramy lub uszczelki.
maks. moment obrotowy: 4.5 Nm
maks. siła osiowa: 340 N
maks. obciążenie statyczne: 340 N
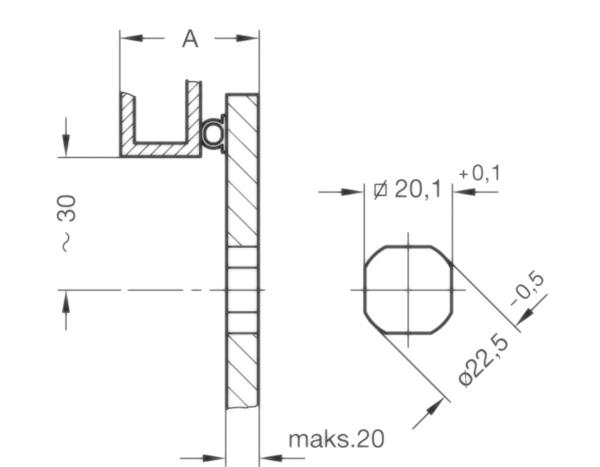
Przed montażem zamka należy przygotować w drzwiach otwór zgodny z przedstawionym rysunkiem. Korpus jest mocowany przez otwór od frontu i utrzymywany we właściwym położeniu za pomocą nakrętki sześciokątnej nakręcanej od tyłu.
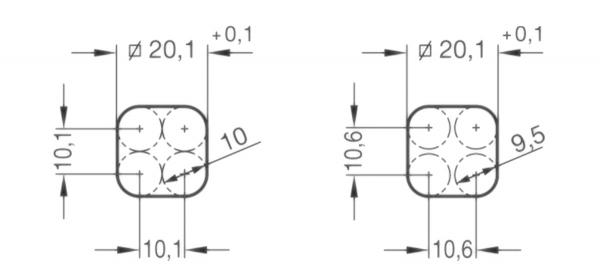
Dla produkcji seryjnej otwór montażowy wykonywany jest przez wybijanie lub wycinany laserem.
Dla krótkich serii i przy blachach o grubości poniżej 2 mm, użycie przebijaka GN 123 jest zalecane.
Otwór montażowy może być wykonany także poprzez wiercenie lub wyfrezowanie.