Sprzęgło Oldhama GN 2242-12-B4-4-AL-KU - bez rowka wpustowego
Indeks: GN 2242-0001
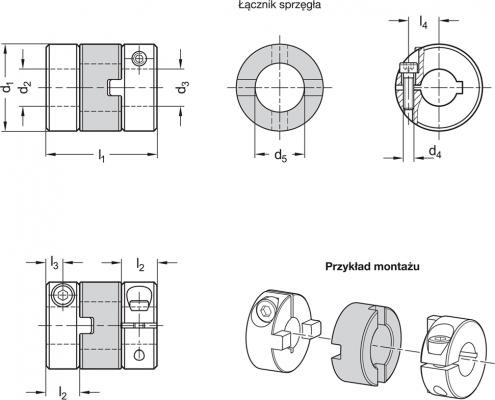
d1
d1
d4
d4
d5
d5
l1
l1
l3
l3
l4
l4
Producent
Producent
Czas realizacji
Czas realizacji
Cena
Cena

Piasta
Aluminium AL
powierzchnia anodowana na kolor naturalny
Łącznik sprzęgła
Tworzywo (poliacetal POM) KU
Odporność na temperaturę do 80°C
Śruba z łbem walcowym DIN 912
Stal oksydowana na czarno
Temperatura pracy: -20 °C do +80 °C
Sprzęgła Oldhama GN 2242 pozwalają na kompensację dużej niewspółosiowości bocznej wałów, przenosząc przy tym wysokie momenty. Z tego względu są stosowane w aplikacjach wymagających przenoszenia momentu obrotowego i mocy, związanych z dużą niewspółosiowością boczną wałów.
Piasty zaciskowe i prosty montaż wtykowy, znacznie ułatwiają instalację sprzęgła Oldhama. Są odpowiednie do szerokiej gamy zastosowań, a także wykorzystywane w budowie maszyn, m.in.: maszynach pakujących lub pompach.
Dla otworów typu K, rowek wpustowy jest zawsze wykonany w obu otworach d2 i d3.
| d1 | Znamionowy moment obrotowy w Nm* | Maks. moment obrotowy w Nm | Maks. prędkość (min-1) | Moment bezwładności w kgm2 | Statyczna sztywność skrętna w Nm/rad | Maks. niewspółosiowość | |
| boczna w mm | kątowa w ° | ||||||
| 12 | 1 | 2 | 52.000 | 6.6 x 10-8 | 60 | 1 | 3 |
| 15 | 1.6 | 3.2 | 42.000 | 1.7 x 10-7 | 80 | 1 | 3 |
| 20 | 3.2 | 6.4 | 31.000 | 8.0 x 10-7 | 120 | 1.2 | 3 |
| 30 | 15 | 30 | 21.000 | 5.2 x 10-6 | 530 | 2 | 3 |
| 38 | 28 | 56 | 16.000 | 1.5 x 10-5 | 1500 | 2.5 | 3 |
* Nie uwzględniono wahań obciążenia
Jeśli temperatura otoczenia przekracza 30°C, należy skorygować znamionowy moment obrotowy oraz maksymalny moment obrotowy, wykorzystując temperaturowe współczynniki korekcji.
| Temperatura otoczenia | Współczynnik korekcji temperatury |
| -20 °C do +30 °C | 1 |
| +30 °C do +40 °C | 0.8 |
| +40 °C do +60 °C | 0.7 |
| +60 °C do +80 °C | 0.55 |
Jak wszystkie części mechaniczne, wały podlegają tolerancji produkcyjnej i montażowej, której zazwyczaj nie można w pełni wyeliminować, nawet przy zastosowaniu rozległych środków technicznych. Jeśli odchylenia te nie zostaną uwzględnione na etapie projektowania, może skutkować to drganiami, hałasem podczas pracy oraz zużyciem i uszkodzeniem wałów oraz ich łożysk. Właściwe sprzęgła nie tylko mogą skutecznie skompensować błędy niewspółosiowości i bicia, ale także znacznie uprościć proces montażu, ograniczając tym całkowite nakłady pracy. Błędy niewspółosiowości i bicia mogą mieć różną naturę i zawsze należy uwzględniać je podczas dobierania stosownego sprzęgła.
| Niewspółosiowość (typ błędu) | Schemat niewspółosiowości |
| Promieniowa: Osie wałów są równoległe, lecz są przesunięte bocznie i nie pokrywają się. | |
| Kątowa: Osie wałów są równoległe, lecz są przesunięte promieniowo i nie pokrywają się. | |
| Osiowa: Wały poruszają się osiowo wzdłuż osi obrotu. | |
| Bicie: Wały poruszają się promieniowo poza środkiem osi obrotu. |
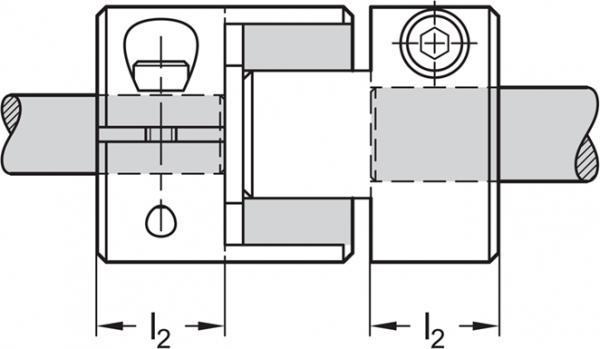
Aby zapewnić prawidłowe mocowanie piast zaciskowych, wały należy zamontować zgodnie z zalecaną głębokością wsunięcia wału l2. Głębokość wsunięcia wału l2 jest podana na karcie katalogowej danego sprzęgła. Przy zbyt krótkiej głębokości wsunięcia wał może wypaść ze sprzęgła lub piasta zaciskowa ulegnie uszkodzeniu. Zbyt głębokie wsunięcie wału może powodować kolizję z łącznikiem sprzęgła skutkującą jego uszkodzeniem.
Schematy przestawiają zmianę statycznej sztywności skrętnej w zakresie dopuszczalnej temperatury roboczej, przy założeniu, iż statyczna sztywność skrętna przy 20°C wynosi 100 procent. Sztywność skrętna łączników maleje wraz ze wzrostem temperatury.

W przypadku instalacji czopów wałów w układzie niewspółśrodkowym, sprzęgło stale próbuje wrócić do położenia neutralnego. Wynikowa siła jest określana jako siła sprężystości. Instalacja sprzęgła przy najniższej możliwej niewspółśrodkowości pozwala na ograniczenie wynikowej siły sprężystości. Ogranicza to także siłę działającą na łożysko wału.